
レーザ穴加工

レーザ穴あけ加工は、ドライで非接触加工であるため機械加工などのように刃物の摩擦や摩耗を起こすことがないため安定した加工を行うことができます。またサンドブラスト、プレスなどの既存工法と比較すると穴径を小さくすることができる上に多穴の高速加工が可能となります。そのためレーザによる穴あけ加工は既存工法よりも生産性が高い加工工法といえます。
レーザ穴あけ加工の特長
- 非接触で加工を行うことができる
- 高速に多穴加工を行うことができる
- 10μm以下の穴径で加工を行うことができる
- 加工装置の自動化が容易である
- 加工穴のテーパー角を制御することができる。
- 完全ドライ加工である。
穴あけ加工のための光学系
- 単穴シングル加工-集光光学系
- 多穴加工-スキャニング光学系・結像光学系・特殊光学系
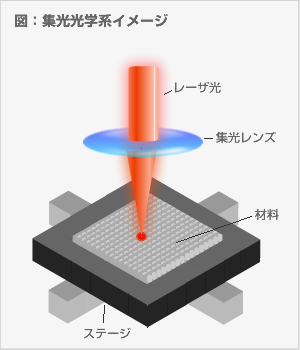
集光光学系の穴あけ加工
集光光学系では集光レンズの選択に幅があるため用途に合った集光レンズを選ぶことができます。そのため光学系の収差の問題や加工テーパー角などの対処がしやすくなります。またステージの精度がそのまま加工精度に反映されるため比較的高い精度で加工を行うことができます。- 一穴ずつ加工する
- 理論値近くまで(回折限界まで)レーザ光を絞ることができる
- 加工精度がよい
- テーパー角を制御した加工を行うことができる
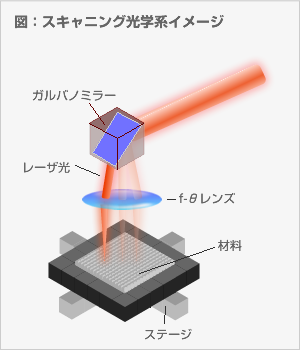
スキャニング光学系の多穴加工
多穴加工を高速に行う場合に有効なのがガルバノスキャナーです。多穴といっても集光光学系と同じく一穴ずつ加工を行いますが移動するスピードがステージより速く、集光光学系と比べて加工タクトが劇的に向上します。- f-θの照射有効面積内の加工エリアに対し高速に多穴加工を行うことができます
- 加工位置精度がアナログスキャナーで10μm、デジタルスキャナーで5μm以下
- ガルバノスキャナーをステージと同期させることにより広範囲に高速穴加工が可能
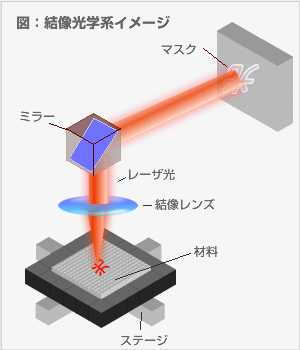
結像光学系の多穴同時加工
マスクにある穴パターンの像を転写(縮小投影)することで多穴を同時に加工することができます。この加工光学系は主にエキシマレーザに採用されており、多穴同時加工の中で最もバラツキの少ない高精度な加工を行うことができます。- エキシマレーザの特殊なビーム形状を考慮した加工光学系です
- 穴の寸法形状や位置精度はマスクパターンの精度に依存するためマスクパターンの精度が高ければ高いほど精度のよい加工を行うことができます
- マスクパターン以外の配列で穴あけ加工を行うことができない
- マスクでのレーザ光の透過率が低い
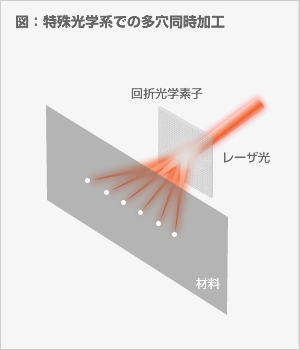
特殊光学系の多穴同時加工
回折光学素子(DOE:Diffractive Optics element)を使用すればレーザ光を複数に分岐することが、多穴を同時に加工することができます。- レーザ光の強度に中央部(光強度:大)と端(光強度:小)とでバラツキが生じる。
- 回折パターン以外の配列で穴あけ加工を行うことができない
- 回折効率が低い

お問い合わせ
レーザ加工やレーザ安全に関するお問い合わせはこちらから