
レーザ加工における品質
レーザ加工における品質
レーザ光と材料との間で起こる加工現象は加工品質に大きく影響します
ここでは非熱加工を例にとって加工品質に影響する要因について説明します
加工品質に影響する要因
1.加工部周辺の熱損傷
熱影響を材料に極力与えないことで、レーザ加工における加工品質は向上します。特に微細な加工が求められる非熱加工では、加工部周辺への熱損傷(加工エッジの溶融ダレなど)の低減が求められます。熱損傷は照射されたレーザ光が材料のアブレーション加工以外に作用した熱エネルギーによって起こります。この熱損傷の要因となる熱エネルギーは、加工に用いられるレーザ光の条件に大きく影響します。
①出力:
レーザ光の出力が高ければ高いほど材料に与える熱エネルギーは増大する。
②波長:
材料の吸収率が高いほど熱影響が低減される。
③パルス幅:
パルス幅は、パルスレーザから照射される1パルス当たりのレーザ光が材料に熱作用する
時間と考えることができるため、パルス幅が短くなればなるほど熱影響を低減することができる。
④繰り返し周波数:
繰り返し周波数は、1秒間に照射されるパルス数である。
繰り返し周波数が高くなればなるほど、パルス間の時間間隔が短くなる。
そのため加工部では先に照射されたパルスの熱エネルギーが消える前に次のパルスが到達するため、熱作用が増大し熱影響が生じる原因になります。
2.加工形状の確保
加工幅、加工エッジ、加工精度なども、加工品質を考慮する上で重要となります。これらはレーザ光(波長)と光学レンズの性能で決まります。
レーザ加工における光学レンズの役割は拡がってくるレーザ光を平行光に変換したり集光や結像したりすることですが、特に集光や結像する際にその性能が加工品質に大きく影響します。光学レンズには“収差”の問題があるからです。収差以外に加工品質に影響する要因としては、光学レンズの焦点距離や焦点深度、光学機器による加工位置精度が挙げられます。
①光学レンズの収差:
レーザ光を集光する際に、どれだけ小さく絞れるかはレーザ光の波長と光学レンズの性能で決まります。
1点にレーザ光を集光する際に完全にレーザ光を絞り切れない(像がぼやけてしまう)場合、光学レンズの収差が原因になっている場合が多い。
収差にはレーザ光を単色と考えた場合5種類の収差が存在しますが、レーザ加工を行う上で最も注意するべき収差は以下の2種類の収差です。
- レーザ光を集光する際に起こる球面収差(レーザ光が絞り切れなくなる)
- 結像光学系を使って縮小投影する際に起こる歪曲収差(レーザ光の像が歪む)この2つの収差の決定的な違いは以下となります。
- 球面収差は集光した点がボケて大きくなるのに対し、歪曲収差は結像された点はボケることのない収差です(歪曲する)。
- 球面収差は光学レンズへのレーザ光の入射径を小さくすることで改善できるのに対し、歪曲収差は改善されることがありません。
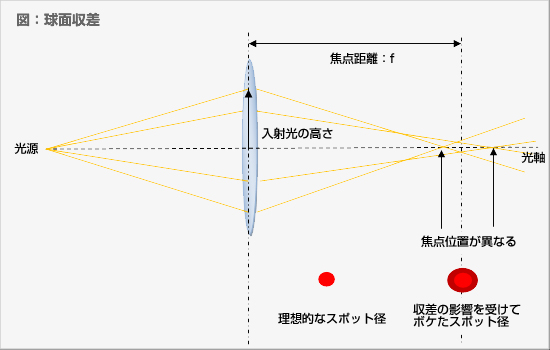
球面収差ではレンズに入射したレーザ光が光軸からの距離(入射光高さ)が離れるほど光の屈折角が大きくなるため、レンズ中央部とレンズ端部を通ったレーザ光とで集光位置までの距離(焦点位置)がずれることになり、レンズの焦点がボケる要因となります。そのため集光点上でレーザ光が1点に集まらずスポット径が大きくなってしまうのです。
②光学レンズの焦点距離:
光学レンズの焦点距離とは簡単にいえばレンズから集光点までの距離のことです(厳密にいうとレンズの主点から結像点までの距離)。
焦点距離が長ければ長いほど集光するスポット径は大きくなります(球面収差の度合いは小さくなる)。また焦点距離が長くなることで集光角(入射NA)が小さくなるため加工の際のテーパー角が小さくなります。
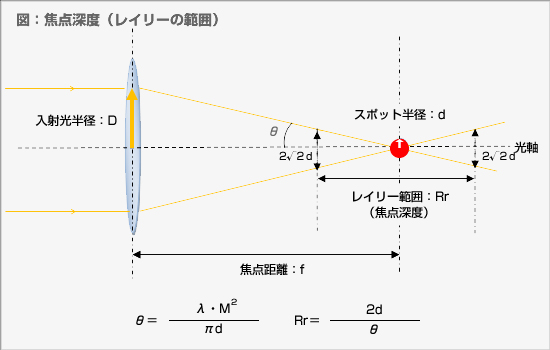
③光学レンズ焦点深度:
レーザ光を集光した際にできるスポット径が光学的に同じ径であると見なされる範囲が焦点深度です。レンズの焦点距離が長ければ長いほど焦点深度が深くなり、焦点深度が深くなればなるほど焦点位置に許容範囲ができるため材料の厚さのバラツキに対する許容範囲が広がります。また焦点深度が深ければ深いほどアスペクト比(入射加工径と加工深さの比)の高い加工を行うことができます。
④光学機器による加工位置精度:
加工位置精度は、光学系により異なります。固定光学系(集光光学系)であればステージの精度で決まるため高精度の加工を行うことができます。一方で加工タクトを上げるためスキャニング光学系を使用した場合、加工位置精度は固定光学系よりも劣ります。スキャニング光学系の場合の加工位置精度は、アナログ式のスキャナニング光学系で±10μm、デジタル式のスキャナニング光学系で±5μm以下となります。
レーザ光を集光した際にできるスポット径が光学的に同じ径であると見なされる範囲が焦点深度です。レンズの焦点距離が長ければ長いほど焦点深度が深くなり、焦点深度が深くなればなるほど焦点位置に許容範囲ができるため材料の厚さのバラツキに対する許容範囲が広がります。また焦点深度が深ければ深いほどアスペクト比(入射加工径と加工深さの比)の高い加工を行うことができます。
④光学機器による加工位置精度:
加工位置精度は、光学系により異なります。固定光学系(集光光学系)であればステージの精度で決まるため高精度の加工を行うことができます。一方で加工タクトを上げるためスキャニング光学系を使用した場合、加工位置精度は固定光学系よりも劣ります。スキャニング光学系の場合の加工位置精度は、アナログ式のスキャナニング光学系で±10μm、デジタル式のスキャナニング光学系で±5μm以下となります。
レーザ熱加工と非熱加工
レーザ光と材料の関係
レーザ加工の品質
レーザ加工の課題
レーザ選定のポイント
レーザ発振の原理
レーザの種類
レーザ光学系
レーザ穴加工
レーザ溝加工
レーザ切断加工
レーザ溶接加工
レーザ加工におけるコスト

お問い合わせ
レーザ加工やレーザ安全に関するお問い合わせはこちらから